4J缸體鑄造工藝挺桿室與主體芯方式裝配的優化設
日期:2017-12-01 / 人氣:
通過整體下芯的工藝方式后,對挺桿室如何下芯就作為設計的重點,如果設計不好,容易出現氣孔、挺桿室斷以及生產制造困難等 一系列后續無法解決的問題。

圖1 4J缸體渦輪、渦殼下芯方式
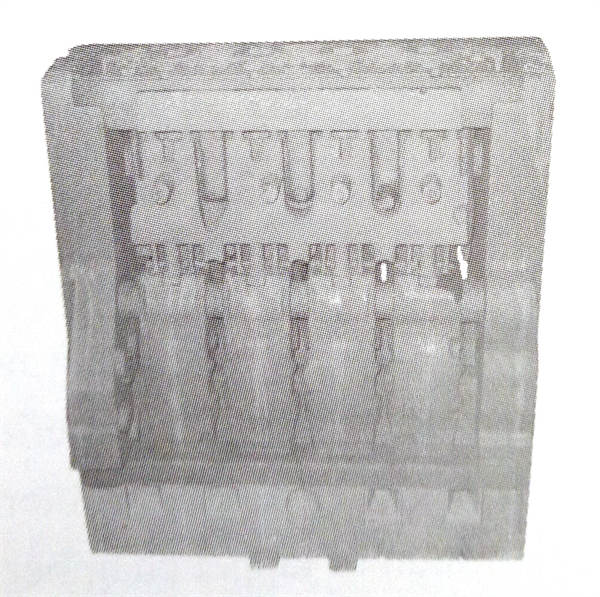
圖2 4J缸體挺桿室下芯方式
設計過程中,由于挺注孔有三個透孔,所以要把三個透孔全部設計出來,并且將三處連接起來并在裝配中插入主體芯內,在另一側與套頭配合放置,芯子如圖1、圖2所示。
此種設計方式可以減少對孔的初加工工序。但在生產過程中,兩側的小挺注孔生產中無法制造出來,在射砂過程中此處不能全部射滿,導致廢芯率非常高,在對排氣系統以及射砂壓力進行調整后,廢芯率還是居高不下并且也影響正常調試生產。對于此問題對挺桿室進行優化,將兩側透孔在精密鑄造工藝上去除,改為加工孔,相應地將與主體配合的兩處芯頭去掉,與主體配合部位變小。修改后挺桿室生產正常,現場生產班產可以達到150模。圖3為更改后的結構。
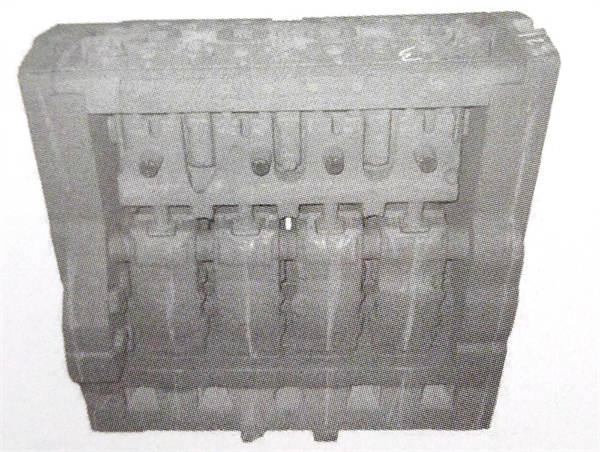
圖3 挺桿室更改后結構
圖1 4J缸體渦輪、渦殼下芯方式
圖2 4J缸體挺桿室下芯方式
此種設計方式可以減少對孔的初加工工序。但在生產過程中,兩側的小挺注孔生產中無法制造出來,在射砂過程中此處不能全部射滿,導致廢芯率非常高,在對排氣系統以及射砂壓力進行調整后,廢芯率還是居高不下并且也影響正常調試生產。對于此問題對挺桿室進行優化,將兩側透孔在精密鑄造工藝上去除,改為加工孔,相應地將與主體配合的兩處芯頭去掉,與主體配合部位變小。修改后挺桿室生產正常,現場生產班產可以達到150模。圖3為更改后的結構。
圖3 挺桿室更改后結構
編輯:admin
上一篇:4J缸體鑄造工藝整體生產方式的設計 下一篇:溫法再生砂鑄造工藝流程
